
Fonderie sous pression aluminium
LA CIBEK PRESSOFUSIONE
Evolution de la coulée sous pression

Photo hirtorique de La Cibek
La coulée sous pression est née aux Etats-Unis par une idée de Herman Doehler, co-fondeur de la société Doehler-Jarvi, qui a développé la première machine de coulée sous pression. Aux Etats-Unis, en 1915, la première pièce coulée en aluminium a été produite pour emploi commerciale.
En 1938 la société Triulzi de Milan, en copiant une vielle machine "Polak", étude et construit la première machine horizontale pour la coulée sous pression en aluminium. Avec cette technologie on dépasse les seuls concepts de coulée sous pression utilisés, c'est-à-dire la coulée sous pression en sable et en coquille.
Le presse n'étaient pas encore équipées avec de systèmes de fermeture à genouillère, ni avec de forces de multiplication avec de réservoirs d'azote, mais étaient alimentées par de grosse vérins à eau comprimée par des pompes dédiées.
L'énergie de la phase d'initiation du cycle de coulée sous pression était accumulée dans de réservoirs qui fonctionnaient selon le principe de l'autoclave.
Pendant les années, dans la zone de Brescia beaucoup de sociétés ont été crées. Elle connaissent une forte croissance grâce au développement de systèmes d'injection de plus en plus efficaces et compétitifs, ce qui fait Brescia unique dans le secteur de la coulée sous pression.
Méthode de production en Italie
La fonderie coulée sous pression est un procédé de fonderie qui consiste à injecter sous haute pression un métal liquide, généralement aluminium ou zamak, dans un moule. Ce type de processus a été introduit aux Etats Unis dans la deuxième partie du 19ème siècle.
Le moule utilisé pour la coulée sous pression est composé par deux demi moules en acier trempé. Il est possible de couler des matériaux qui ont un point de fusion inferieur par rapport au point de fusion du métal utilisé pour la fabrication du moule.
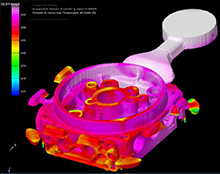
Les matériaux coulés avec le procédé de la fonderie sous pression sont généralement aluminium et zamak (alliage de zinc). La pression nécessaire pour injecter le métal est plutôt élevée et peut aller de 20 à 1500 bar. Le refroidissement du moule est garanti par la circulation du liquide de refroidissement dans le moule, effectué par un système de thermorégulation.
Ce système permet également le refroidissement de la pièce dans le moule; la pièce coulée, devenue solide, est prélevée de deux demi moules.
Le cycle de coulée sous pression de notre fonderie est complètement automatisé, ce qui permet de garantir une productivité très élevée.
 |
 |
Coulée sous pression chambre chaude
Dans la coulée sous pression chambre chaude le creuset fait partie intégrante de la machine de moulage, ce qui permet un meilleur contrôle de la température, ainsi que une productivité plus élevée, car le métal liquide est prélevé directement du pot. La pression nécessaire pour la coulée sous pression chambre chaude est inferieure par rapport à la coulée sous pression chambre froide, et généralement ne dépasse pas 130/140 bar.
La coulée sous pression chambre chaude est utilisée surtout pour les alliages de zinc (zamak) et permet une finition de surface élevée
Coulée sous pression chambre froide
Dans la coulée sous pression chambre froide le contrôle de la température et la productivité sont inferieurs, car il faut un temps plus long pour injecter le métal liquide dans le moule. La coulée sous pression chambre froide permet par contre une flexibilité majeure dans le choix de l'alliage à couler. La pression nécessaire est beaucoup plus élevée par rapport à la coulée sous pression chambre chaude, et peut arriver jusqu'à 1500 bar.
La coulée sous pression chambre froide est utilisée surtout pour les alliages d'aluminium. On l'utilise pour les alliages de zinc au cas où de caractéristiques mécaniques élevées sont demandées; le type de finition de surface des alliages de zinc en coulée sous pression chambre froide est inferieur par rapport à la finition de surface des alliages de zinc en coulée sous pression chambre chaude.
 |
 |
 |
 |
©2023 LA CIBEK SRL -
Pressofusione Alluminio e Zama - Via per Ospitaletto, 151 - 25046
Cazzago San Martino (Brescia) Italy
Tel. +39 030 7759918 - E-Mail:
[email protected] - Capitale
Sociale 100.000 Euro i.v. Cod. Fiscale e P.IVA 01689590980
R.E.A. di
BS n. 0340568 - Reg. Imprese di Brescia 01689590980
Principali aree
Italia: Reggio Emilia, Modena, Bologna, Milano, Pordenone, Roma, Napoli
- Aree estere: Stoccarda, Monaco - Estero:
La Cibek
Aluminiumdruckguss
|
|
|
|


